1. Introduction: Deconstructing the Metalworking Duo
In the world of metal fabrication, the terms metal punching and metal stamping are often used interchangeably, leading to widespread confusion. While both processes are fundamental to modern manufacturing and rely on similar press machinery, they have distinct functions, capabilities, and applications. A common misconception is that they are two separate and unrelated methods, when in fact, punching is a specialized operation that often falls under the broader umbrella of stamping.
The purpose of this article is to clarify the confusion and provide a definitive guide to the differences between these two essential metalworking techniques. We will break down each process, provide a head-to-head comparison, and help you determine which method is best suited for your specific manufacturing needs, whether you are a product designer, a purchasing manager, or a student of engineering. Understanding these differences is crucial for optimizing production, managing costs, and achieving the desired part quality. It is a strategic decision that impacts the entire product lifecycle, from initial design and prototyping to mass production and final part functionality.

2. What is Metal Punching? (And How is it Different?)
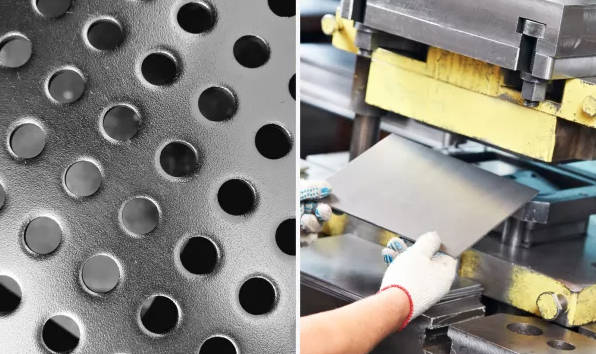
Metal punching is a shearing process that uses a punch and a die to remove a piece of material, called a “slug,” from a sheet of metal. Its sole purpose is to create holes or cutouts of a specific shape in the workpiece.
Think of it as a high-powered version of a paper hole punch. The sheet metal is placed between the punch and the die. As the punch descends, it applies a force that shears the material, pushing the unwanted slug into the die opening while leaving a clean hole in the remaining sheet. The process is fast, efficient, and highly repeatable. A crucial technical detail is the die clearance, which is the small gap between the punch and the die. This clearance is carefully calibrated based on the material type and thickness to ensure a clean, precise cut with minimal burr formation. The resulting slug is the removed material, considered scrap in most cases.
This method is primarily concerned with material removal and is an excellent choice for creating a series of uniform holes. While it can be a part of a larger stamping process, its function is specifically to perforate or create openings, not to form or bend the metal itself. This is a key distinction. The removed slug is considered scrap, though in some cases, the slug itself may be the desired part, in a process known as blanking, where the cut-out piece is the component and the surrounding material is the waste.

3. What is Metal Stamping? (A Broader Perspective)
Metal stamping is a cold-forming process that uses a press and a custom die to transform flat sheet metal into a desired three-dimensional shape.
Unlike punching, the goal of stamping is not just to create holes but to deform, shape, and manipulate the entire workpiece. The term all metal stamping refers to this comprehensive range of operations. The Sheet Metal Stamping Process is a versatile family of techniques that includes:
- Blanking: This is the process of cutting a specific, often intricate, two-dimensional shape from a larger sheet. Unlike punching, the removed piece is the final part, and the surrounding material is scrap. For example, a blanking die might cut the intricate shape of an electronic circuit board component.
- Bending: This involves deforming the metal along a straight line to create an angle. A common application is creating the flanges on a simple bracket or the sides of a box enclosure.
- Coining: This technique uses a high-pressure press to squeeze the metal in a closed die, creating fine details, like the impressions on a coin, a decorative emblem, or even the knurled pattern on a machine part.
- Deep Drawing: This is a method for stretching a flat blank into a three-dimensional part where the depth is greater than the diameter, such as a cup, a can, or even a deep, seamless kitchen sink.
- Embossing: This creates a raised or recessed design in the metal sheet by pressing it with a die. It’s often used for adding logos, serial numbers, or reinforcing ribs to a part.
A metal stamping company or metal stamping manufacturer offers a wide variety of these services to create stamping parts for numerous industries. The What Is Metal Stamping question is therefore answered with this broader, multi-faceted definition, which positions punching as just one of its many potential steps.
4. Which is Best for Your Project? A Comparative Breakdown
This table provides a clear, side-by-side comparison of metal punching and metal stamping, highlighting the key factors to consider when choosing a manufacturing method.
| Feature | Metal Punching | Metal Stamping |
| Primary Goal | Creating holes or simple cutouts | Forming complex 3D shapes/parts |
| Part Complexity | Simple, two-dimensional geometries | Simple to highly intricate, three-dimensional forms |
| Tooling Cost | Lower initial tooling cost | Higher initial tooling cost |
| Production Volume | Ideal for low to medium volumes, prototypes | Most cost-effective for high-volume production |
| Lead Time | Generally shorter due to simpler tooling | Longer, due to complex die design and manufacturing |
| Material Usage | Creates waste “slugs” | Can be highly material-efficient (blanking) |
| Force Requirement | Generally lower force required | Often requires significantly higher force |
| Material Thickness | Best for thin to medium-gauge sheets | Can handle a wider range, from very thin to thick plate |
| Precision | Good precision for holes, but can leave a slight burr | Can achieve very tight tolerances (e.g., metal precision stamping) |
5. A Detailed Look at Key Differences
Tooling and Setup
The most significant difference between the two processes lies in the tooling. A stamping parts manufacturer will tell you that punching requires a relatively simple punch and die set, often standardized. The punch is a male component that fits into a female die. This simplicity means lower costs and shorter lead times. A stamping parts manufacturer can quickly create or acquire the necessary tools for a punching job.
In contrast, stamping manufacturing often requires custom-built, multi-station dies, especially for complex parts made via progressive die stamping. These dies can be extremely complex, with multiple stations each performing a different operation (e.g., punching, bending, and forming) in a single press stroke, all within one machine. This allows a flat strip of metal to enter the machine on one side and a finished, intricate 3D part to exit on the other. The design and construction of such tooling is a major investment, making it a viable option only for high-volume production where the tooling cost can be amortized over many parts. A company like all metal stamping inc or accurate metal stamping specializes in these complex, high-precision stamping dies, which can be an art form in themselves, requiring specialized CAD/CAM software and extensive experience to design.
Cost and Production Volume
The cost dynamic is a direct result of the tooling. For low to medium production volumes, or for prototyping, metal punching is often the more economical choice. The low initial investment in tooling, combined with quick setup times, makes it a perfect solution. Prototyping a part with punching is relatively inexpensive, allowing for rapid iterations and design changes.
However, for a metal stamping plant handling large quantities of metal stamping parts, the initial tooling cost for stamping is justified by the extremely low cost per part in mass production. Once a progressive die is set up, a stamping press can produce thousands of complex stamping parts per hour with incredible speed and repeatability. This is where a metal stamping service or stamping parts manufacturer truly shines. The high upfront cost is a barrier, but the long-term unit cost savings are immense, making it the only feasible method for massive production runs. A production stamping inc would have the machinery and expertise to make this profitable for their clients.
Design and Part Complexity
Punching is limited to two-dimensional designs—specifically, holes and cutouts. While the holes can be of various shapes, the final product remains a flat sheet. It is ideal for parts like perforated screens or electrical panel enclosures where the primary function is the existence of the holes themselves. Any attempt to add a third dimension, like a bend or a flange, would require a separate, secondary operation.
all metal stamping offers a much wider range of design possibilities. The process can create intricate, three-dimensional parts with multiple bends, embossed logos, and complex contours. This is essential for components in industries like automotive and aerospace, where form and function are critical. For example, a steel stamping company can create complex auto body panels, while an aluminum stamping supplier might manufacture lightweight aircraft components. The flexibility of stamping allows for the integration of multiple features and operations into a single tool, creating highly engineered parts that are both lightweight and strong.
Materials and Applications
Both processes can be applied to a wide range of metals, including aluminum stamping, stamping steel, and stamping brass. The choice of material depends on the part’s final application. For instance, a steel stamping service would be the right choice for creating heavy-duty brackets that require high tensile strength, while a specialist in aluminium stamping would be needed for a lightweight electronics casing that requires good heat dissipation. The thickness of the metal for stamping is also a key factor; while punching is generally limited to thinner gauges, stamping can handle a much broader spectrum. The term what is hot stamping refers to a related process where the metal is heated before forming, which is used for even thicker or more brittle materials that would otherwise crack under pressure.
6. Applications: When to Choose Each Method
- Metal Punching is Best for:
- Creating holes for ventilation, wiring, or fasteners. The process is perfect for producing perforated sheets used in everything from security screens to architectural cladding.
- Producing perforated metal sheets for filtration, security screens, or architectural panels. Because punching is fast and repeatable, it’s ideal for producing large, uniform perforated sheets.
- Manufacturing simple, flat parts like brackets, gaskets, or washers. For a flat piece of metal that requires only cutouts and no 3D forming, punching is the most direct and cost-effective method.
- Prototypes and small-batch production where tooling costs are a primary concern. The lower initial investment makes it easy to test a design or produce a limited run of parts without committing to expensive, long-term tooling.
- Metal Stamping is Best for:
- High-volume manufacturing of identical parts, such as automotive body panels, electronic connectors, and kitchen appliance components. The speed and repeatability of stamping presses are unmatched for mass production.
- Creating intricate, custom shapes that require bending, coining, or deep drawing. The versatility of stamping dies allows for complex geometries that are impossible to achieve with punching alone.
- Products that need a precise, uniform finish, such as metal precision stamping for medical devices. High-quality stamping dies can produce parts with extremely tight tolerances, critical for sensitive applications.
- Mass production of items made from stamping steel or aluminium stamping where the tooling cost is justified. A metal stamping supplier or metal stamping company can handle everything from design to final product, leveraging their expertise to create the most efficient process.
7. Choosing the Right Process: A Practical Guide
To determine whether punching or stamping is the right choice for your project, ask yourself the following questions:
- What is the primary function of my part? Is the goal simply to create holes in a flat sheet, or does the part need a specific 3D form, with bends, drawn features, or embossed details to function correctly?
- What is my production volume? For a few hundred to a few thousand parts, punching is often more cost-effective. However, for tens of thousands or millions of parts, the cost savings and efficiency of a stamping press far outweigh the initial tooling investment.
- What is my budget and timeline? Punching offers lower upfront costs and faster lead times, which is ideal for quick turnarounds or limited budgets. Stamping requires a larger initial investment and a longer timeline for die design and fabrication, making it a longer-term strategic decision.
- What are the material specifications? Consider the material type (e.g., stamping brass, aluminium stamping) and thickness. Punching has more limitations on thickness and material type, while stamping can handle a much broader spectrum of materials and gauges, including very thick plates.
- How intricate is the final design? Punching is suitable for simple, 2D designs. For a stampings company to create a complex part with multiple bends and features, you will need a stamping process. The complexity of the part directly correlates with the complexity of the required tooling.
8. Conclusion: A Synergistic Relationship
In summary, the key difference between metal punching and metal stamping boils down to a fundamental distinction in their objectives. Punching is a subtractive, shearing process focused on creating holes, while stamping is a formative process focused on shaping and deforming metal. While punching is a specific operation that can be, and often is, performed as part of a larger stamping sequence, the two terms are not interchangeable. Both are crucial tools in the modern manufacturing arsenal, and selecting the right one depends entirely on the specific needs of your project, including volume, complexity, and budget. By carefully considering these factors, you can work with a qualified metal stamping manufacturer or metal stamping service to achieve the best possible results. The choice is less about which process is “better” and more about which one is the most strategic and efficient solution for your unique application.